BASIC KNOWLEDGE
単結晶ダイヤモンドについて
単結晶ダイヤモンドとは
単結晶ダイヤモンドは文字通りそれ自身がひとつのダイヤモンドの結晶体。主成分は炭素で構成される。
一方、ダイヤモンド焼結体はパウダー状の単結晶ダイヤモンドをCoなどのバインダを用いて高温高圧化で焼結させたもの。
一般にダイヤモンドのような単結晶には結晶方位があり、その結晶方位に対して決まった方位から研磨すると容易に磨耗が進むため、その性質を利用してダイヤモンドを研磨する。
しかし、ダイヤモンド焼結体では構成するひとつひとつの結晶方位が一定ではないために小径工具の研磨作業は難易度が高い。

単結晶ダイヤモンドとPCDの比較
| 単結晶ダイヤモンド | バインダレスPCD | 焼結ダイヤモンド(PCD) | |
|---|---|---|---|
| 模式図 |  |
 |
 |
| 特徴 | これ自体が一つの結晶。 | パウダー状の単結晶ダイヤモンドだけで再焼結したもの。(バインダレス焼結ダイヤ) | パウダー状の単結晶ダイヤモンドに金属またはセラミックスのバインダーを混ぜて再焼結したもの。 |
| 面方位 | はっきりしている。 | 単結晶がランダムに混在しているので全体としての面方位は無い。 | 単結晶がランダムに混在しているので全体としての面方位は無い。 |
| 微細加工の容易性 | 結晶方位の依存性があるので微細研磨が可能。 | 結晶方位の依存性が無いので切削抵抗が大きく微細研磨は非常に困難。 | 結晶方位の依存性が無いので切削抵抗が大きく微細研磨は困難。 |
| 導電性 | 導電性が無い。 | 導電性が無い。 | 導電性なので電気的な加工が可能。 |
天然ダイヤモンドと人工ダイヤモンドの違い
| 天然ダイヤ | 人工ダイヤ | 備考 | |
|---|---|---|---|
| 硬さ | ばらつく | 安定 | 不純物量に依存する |
| コスト | 低~高 | 安定 | 不純物量に依存する |
| 供給※1 | 不安定 | 安定 | |
| 製造比率 | 少 | 多 | 天然は全体の約2割 |
※1 天然ダイヤモンド原石の産出国は、ロシア・ボツワナ・コンゴ・カナダ・南アフリカ・ナミビア
天然ダイヤモンドの生成 地球がつくりだしたもの

①高温高圧化により地殻/マントル間にダイヤモンド形成(八面体)
②地殻変動により亀裂発生、マントル流出、熱水も発生
③ダイヤモンドと熱水が反応し、ダイヤモンド(十二面体)生成
キンバライト中にダイヤモンドが埋没
[参考]八面体⇒十二面体生成

ダイヤモンドの結晶方位とは
ダイヤモンドの結晶方位とは、ダイヤモンドの原子が並ぶ方向を示すもので、特に切削工具や半導体用途で重要になる。ダイヤモンドは立方晶系(キュービック構造)を持ち、主な結晶方位には以下の3つ存在する。
結晶方位を理解することで、適切な加工方法を選択し、最適な性能を引き出すことができる。
特にダイヤモンド工具では、用途に応じて適切な結晶方位が選ばれます。

(100)面
キューブ面
原子が最も均一に並んでおり、安定した機械加工がしやすい面。一般的にダイヤモンド切削工具の刃先に使われることが多い。
(110)面
レクタングル面
機械加工が容易ではないが、(100)面と比較すると耐摩耗特性を持つ。切削工具や高精度光学用途に使われることがある。
(111)面
オクタヘドロン面
最も硬い面で、原子が密に詰まっているため機械加工が極めて難しい。天然ダイヤモンドの結晶成長に見られる。
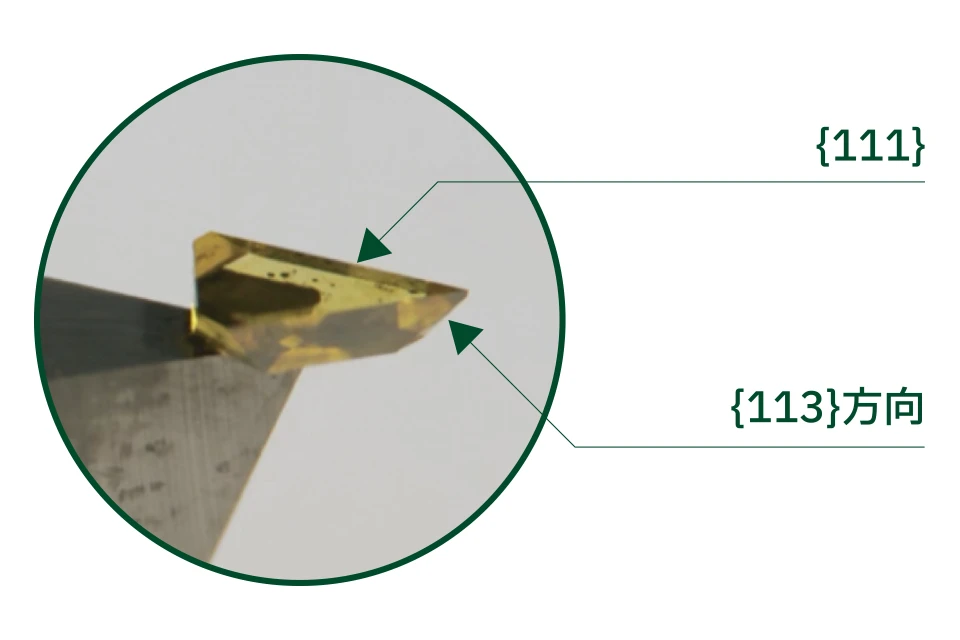
上記以外の結晶方位 : (113面)
従来注目されていなかった新しい耐摩耗方位。
長寿命工具の開発技術途上で見出されたこの方位は、単結晶ダイヤ工具寿命の飛躍的向上に今後も注目される。

単結晶ダイヤモンドが持つ特性
靭性が低く欠けやすい
単結晶ダイヤモンドは「劈開(へきかい)」と呼ばれる、結晶の向きに沿って割れる現象が発生しやすい。 一方で、焼結体にされている多結晶ダイヤモンドは単結晶ダイヤモンドよりも靭性が向上している。
鉄系材料の加工に不向き
ダイヤモンドの主成分である炭素は、鉄と強い親和性を持つため、ダイヤモンド工具を用いて鉄系材料を加工すると、高温(約700℃以上)で炭素が鉄に拡散・溶解する現象(グラファイト化や溶解摩耗)が発生する。この現象により、刃先の異常摩耗や工具寿命の低下が引き起こされ、結果として加工面の粗さが悪化し、加工精度の維持が困難になる。そのため、従来の切削条件ではダイヤモンド工具は鉄系材料の加工には適さないとされ てきた。しかし、近年では新たな加工技術が開発され、鉄系金属の加工にダイヤモンド工具を使用する手法が確立されつつある。その代表的な技術が「超音波楕円振動切削」である。硬度の高い焼入れ鋼や難削材の超精密加工分 野において、超音波楕円振動切削は有効な手法として注目されている。
刃先に用いる単結晶ダイヤモンド
天然ダイヤモンドは、ダイヤモンドとして4C※要素に優れたものもあれば、結晶内部に不純物やクラックが入った欠陥品もあり、品質の均一性がない。
人工ダイヤモンドの場合は、工具として利用するための品質が平均して安定していることから、バイトなどの一部に天然ダイヤモンドを使用する以外は基本的にすべて人工ダイヤモンドを使用している。
※4Cとは
Carat(カラット)重さ、
Cut(カット)プロポーション、
Color(カラー)色 、
Clarity(クラリティ)透明度
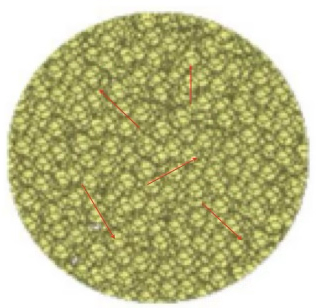
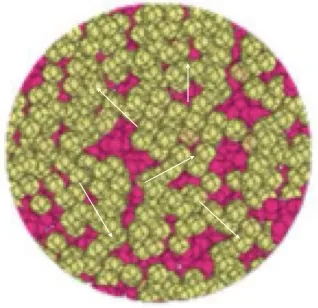
人工ダイヤモンドは何故黄色なのか?
人工ダイヤモンドの製造工程のスピードアップには、窒素が欠かせないものとなっています。
この含有される窒素がダイヤモンド素材を黄色にさせる要素になっています。
単結晶ダイヤモンド特有の鋭利な刃先
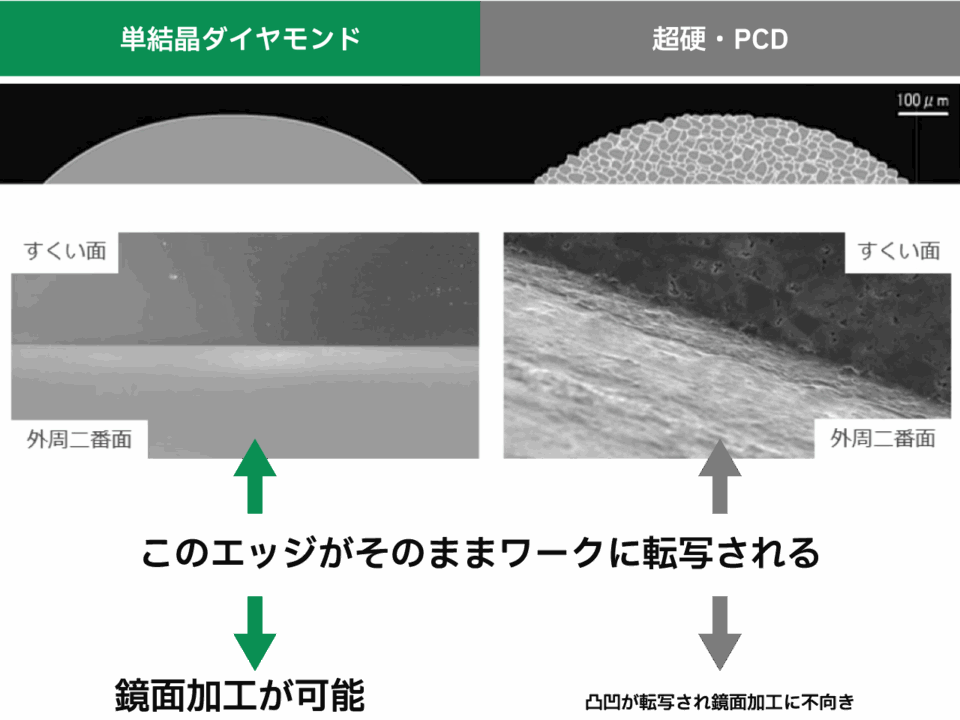
鏡面切削とは
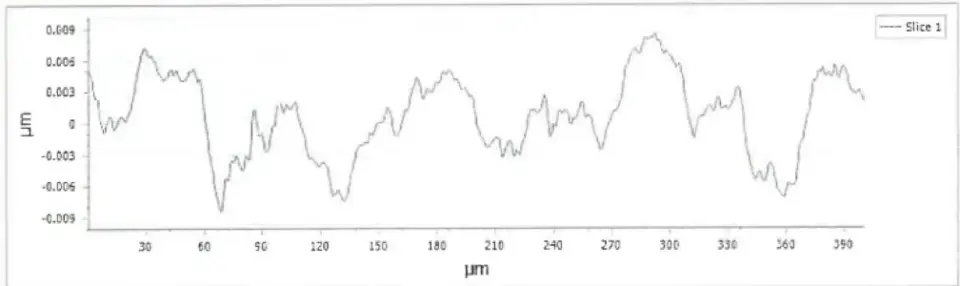
加工面粗さの測定値 Ra0.1um以下・Rz0.4um以下と定義する
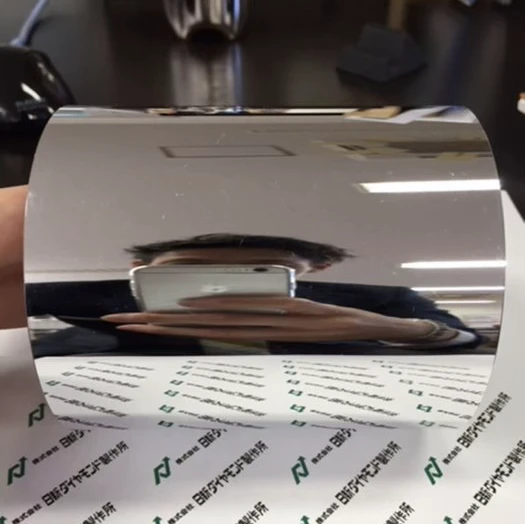
単結晶ダイヤモンドバイトを使用し、アルミニウムロール(A5052)を鏡面切削したワークRa0.0032μm(3.2nm)


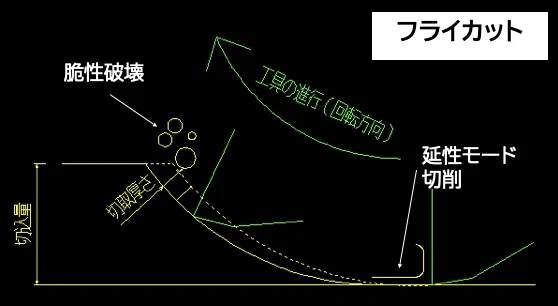
延性加工について
延性モード切削 ( ductile regime machining )とは、セラミックやガラス等の脆性材料を切削(広義の切削,従って研削も含まれる)する際、切込み(切り取り厚さ)が概ね1μm以下で行うと延性破壊で切りくずが生成され,加工面が従来の脆性材料の切削(脆性モード)では生成されないスムースなものが得られる加工法である。
臨界切取り厚さ(1μm以下)
延性モード切削での切り取り厚さより大きい切取り厚さになると脆性破壊で切りくずが生成される。その最小切り取り厚さが、臨界切り取り厚さである。
加工面の生成に直接関与する除去部分での切り取り厚さ、すなわち臨界切り取り厚さが多くの研究で概ね1μm以下とされており、通常の研削加工やラッピング等では、加工面表面粗さの5, 6倍程度の深さまで表面層にクラックが生成されていると言われる。
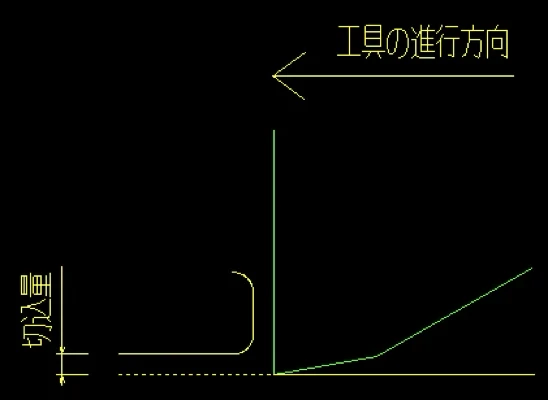
切込量≒延性切削の限界
用途・加工ワーク
光学性能の向上を目的としてガラスレンズの高精度な微細形状の加工技術として有効である。工作物は、ガラスの他、水晶、シリコン、セラミック、ゲルマニウム等の脆性材料である。その延性加工を実現するには、工作機械は高剛性,高精度な工作機械でしか出来ない。
石英ガラスのくり抜きヘリカル加工
左:電着ツールで研削 右:延性加工で切削
ダイヤモンドは超硬よりも欠けにくいのか?
実はPCD、単結晶ダイヤは超硬などに比べて硬度は非常に高いのですが、じん性が低く欠けやすい性質があります。 被削材のハードスポットや静的時に刃先へ衝撃が加わると欠損しますので、取り扱いには注意してください。