
- ドリリング
- 単結晶
硬脆性材加工用センタードリル
N-Center
特徴
- 穴位置決め用センター加工用ツール
- 石英ガラス、セラミックスなどの硬脆性材料に最適
- 「アキュドリル」、「N-Drill」と併用すれば高精度な穴ピッチを実現
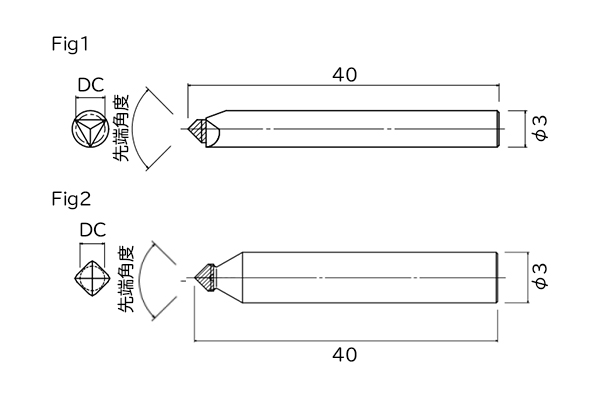
寸法図
ラインナップ
※〇は準標準在庫(納期:約25日)となります。
※その他希望形状ありましたらご対応させて頂きます。(納期:約25~30日)
| 品番 | 型式品名 | 刃径 DC | 刃先角度 θ° | 在庫 | Fig |
|---|---|---|---|---|---|
| 16300 | N-CET05 | φ0.5以上 | 90° | 〇 | Fig1 |
| 16301 | N-CET05S | φ0.5以上 | 110° | ● | Fig1 |
| 16302 | N-CET10 | φ1.0以上 | 90° | 〇 | Fig1 |
| 16303 | N-CET10S | φ1.0以上 | 110° | ● | Fig1 |
| 16304 | N-CEQ05 | φ0.5以上 | 90° | 〇 | Fig2 |
| 16305 | N-CEQ05S | φ0.5以上 | 110° | ● | Fig2 |
| 16306 | N-CEQ10 | φ1.0以上 | 90° | 〇 | Fig2 |
| 16307 | N-CEQ10S | φ1.0以上 | 110° | ● | Fig2 |
切削加工条件
| 使用機械 | 機械 高剛性が必要 |
| 主軸回転数 | 硬脆性材料:7,000~20,000min-1 程度非鉄金属・樹脂:20,000min-1 以上を推奨 |
| 送り速度 | 硬脆性材料:0.1~0.5㎛/1刃 を推奨 非鉄金属・樹脂:0.5~10㎛/1刃 を推奨 |
| 振れ精度 | 2㎛以内を推奨 |
| 被削材 | 平面度および平坦度 固定方法(バックプレート材質やワックスの種類等) |
| 加工方式 | クーリング(湿式または冷風)ステップ加工(穴あけ加工時) |