- 旋削
- 単結晶
耐摩耗性に優れた
N-Insertの長寿命 α シ リ ー ズ
N-Insert-α
特徴
- N-Insertと比較して平均寿命 約1.3倍~
- 結晶方位の変更により加工安定性が向上
- 断続切削にも高い耐久性
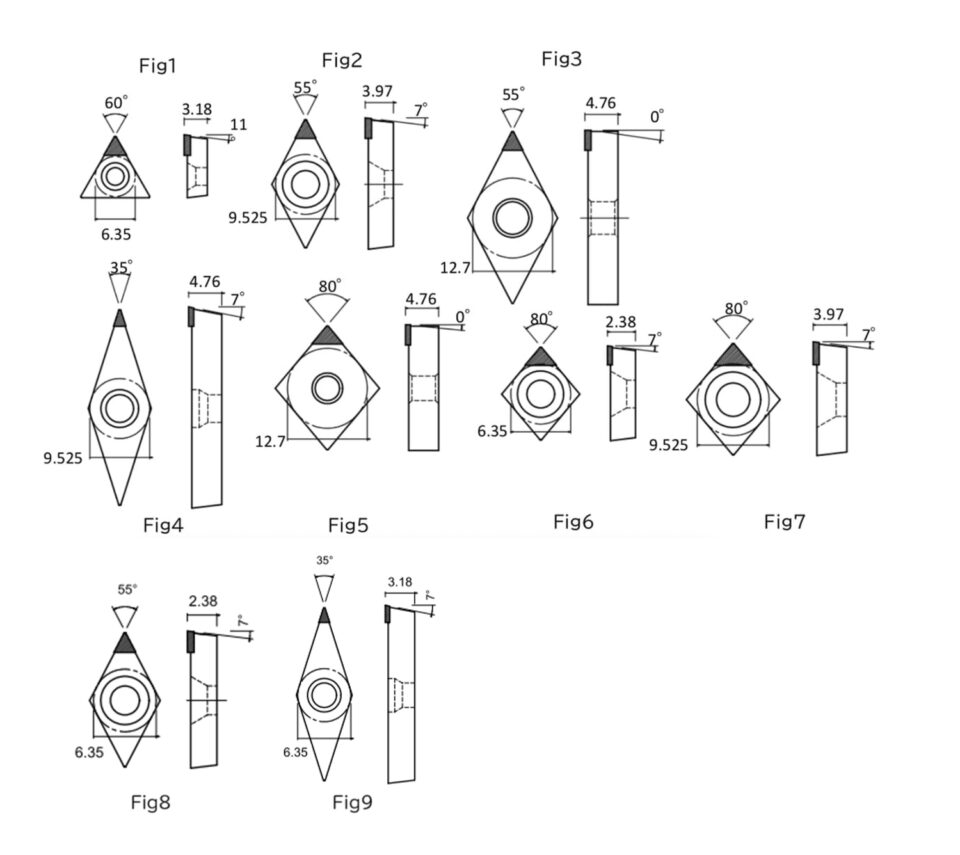
寸法図
ラインナップ
※〇は準標準在庫(納期:約25日)となります。
※その他希望形状ありましたらご対応させて頂きます。(納期:約25~30日)
| 品番 | 型式品名 | R | 在庫 | Fig |
|---|---|---|---|---|
| 16000 | DCGW11T302-MCD-α | 0.2 | ● | Fig2 |
| 16001 | DCGW11T304-MCD-α | 0.4 | ● | Fig2 |
| 16002 | DCGW11T308-MCD-α | 0.8 | 〇 | Fig2 |
| 16003 | DCGW11T310-MCD-α | 1.0 | 〇 | Fig2 |
| 16004 | DNGA150404-MCD-α | 0.4 | ● | Fig3 |
| 16005 | DNGA150408-MCD-α | 0.8 | ● | Fig3 |
| 16006 | DNGA150410-MCD-α | 1.0 | 〇 | Fig3 |
| 16007 | DNGA150412-MCD-α | 1.2 | 〇 | Fig3 |
| 16008 | TPGW110302-MCD-α | 0.2 | ● | Fig1 |
| 16009 | TPGW110304-MCD-α | 0.4 | ● | Fig1 |
| 16010 | TPGW110308-MCD-α | 0.8 | 〇 | Fig1 |
| 16011 | TPGW110310-MCD-α | 1.0 | 〇 | Fig1 |
| 16012 | VCGW160402-MCD-α | 0.2 | ● | Fig4 |
| 16013 | VCGW160404-MCD-α | 0.4 | ● | Fig4 |
| 16014 | VCGW160408-MCD-α | 0.8 | 〇 | Fig4 |
| 16015 | CNGA120404-MCD-α | 0.4 | ● | Fig5 |
| 16016 | CNGA120408-MCD-α | 0.8 | ● | Fig5 |
| 16017 | CCGW060202-MCD-α | 0.2 | ● | Fig6 |
| 16018 | CCGW060204-MCD-α | 0.4 | ● | Fig6 |
| 16019 | CCGW09T302-MCD-α | 0.2 | ● | Fig7 |
| 16020 | CCGW09T304-MCD-α | 0.4 | ● | Fig7 |
| 16021 | DCGW070202-MCD-α | 0.2 | ● | Fig8 |
| 16022 | DCGW070204-MCD-α | 0.4 | ● | Fig8 |
| 16023 | DCGW070205-MCD-α | 0.5 | 〇 | Fig8 |
| 16024 | DCGW070208-MCD-α | 0.8 | 〇 | Fig8 |
| 16025 | DCGW070210-MCD-α | 1.0 | 〇 | Fig8 |
| 16026 | VCGW110302-MCD-α | 0.2 | ● | Fig9 |
| 16027 | VCGW110304-MCD-α | 0.4 | ● | Fig9 |
| 16028 | VCGW110305-MCD-α | 0.5 | 〇 | Fig9 |
| 16029 | VCGW110308-MCD-α | 0.8 | 〇 | Fig9 |
| 16030 | VCGW110310-MCD-α | 1.0 | 〇 | Fig9 |
切削加工条件
※目安 1回転当たりの送り(f)=0.03~0.1[mm/rev]
加工面品を上げたい場合は、Rサイズはなるべく大き目を推奨します。
| 被削材 | 切削速度(Vc) | 切込量(ap)mm | クーラント |
|---|---|---|---|
| 銀 | 50~300 | 0.005~0.05 | 切削油 |
| アルミニウム | 100~2,500 | 0.005~0.05 | エマルジョン |
| マグネシウム | 100~2,500 | 0.005~0.05 | エマルジョン |
| 金 | 50~300 | 0.005~0.05 | 切削油 |
| 銅 | 50~500 | 0.005~0.04 | 切削油 |
| PC | 50~200 | 0.01~0.1 | エマルジョン/エア |
| PE | 80~350 | 0.01~0.1 | エマルジョン |
| PEEK | 60~250 | 0.01~0.1 | エマルジョン |
| PMMA | 80~300 | 0.01~0.1 | エマルジョン/エア |
| POM | 80~350 | 0.01~0.1 | エマルジョン |
| PTFE | 70~300 | 0.01~0.1 | エマルジョン |
| PVC | 60~250 | 0.01~0.1 | エマルジョン |