- 旋削
- PCD
非鉄金属の旋削加工で高寿命
N-Insert PCD
特徴
- 全サイズに3種類のPCD材種をラインナップ
PCD材種 平均ダイヤ粒径 用途 ND001 1μm 加工面品位・耐チッピング性UP ND010 10μm 標準グレード ND025 25μm 耐摩耗性UP - 特殊対応としてブレーカ追加可能
- 加工条件、被削材、加工形状などの目的に応じたブレーカを設計/製作可能
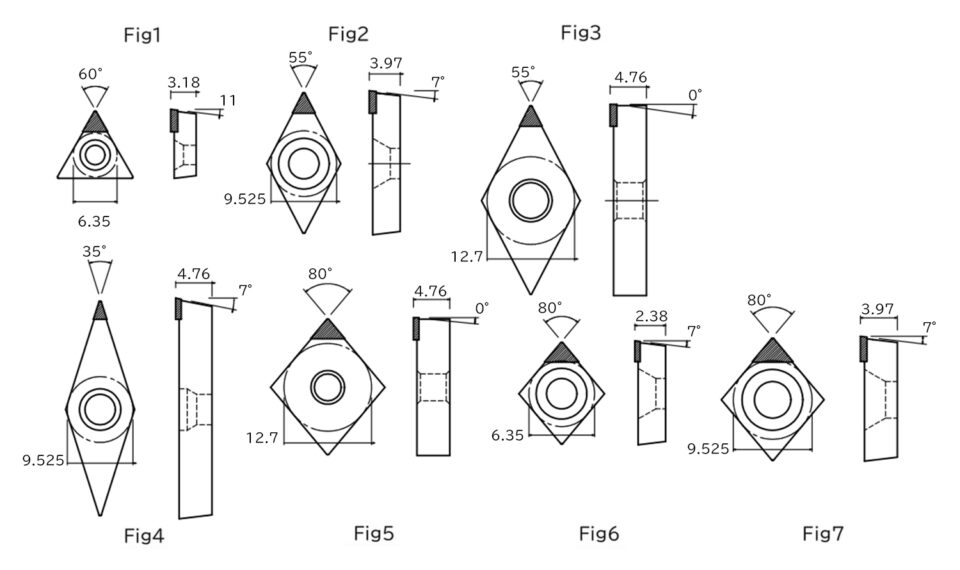
寸法図
ラインナップ
※〇は準標準在庫(納期:約25日)となります。
※その他希望形状ありましたらご対応させて頂きます。(納期:約25~30日)
| 品番 | 型式品名 | R | PCD 材種 | 在庫 | Fig |
|---|---|---|---|---|---|
| 16450 | DCGW11T302-PCD | 0.2 | ND001 | ● | Fig2 |
| 16451 | DCGW11T302-PCD | 0.2 | ND010 | ● | Fig2 |
| 16452 | DCGW11T302-PCD | 0.2 | ND025 | ● | Fig2 |
| 16453 | DCGW11T304-PCD | 0.4 | ND001 | ● | Fig2 |
| 16454 | DCGW11T304-PCD | 0.4 | ND010 | ● | Fig2 |
| 16455 | DCGW11T304-PCD | 0.4 | ND025 | ● | Fig2 |
| 16456 | DCGW11T308-PCD | 0.8 | ND001 | ● | Fig2 |
| 16457 | DCGW11T308-PCD | 0.8 | ND010 | ● | Fig2 |
| 16458 | DCGW11T308-PCD | 0.8 | ND025 | ● | Fig2 |
| 16459 | DNGA150404-PCD | 0.4 | ND001 | ● | Fig3 |
| 16460 | DNGA150404-PCD | 0.4 | ND010 | ● | Fig3 |
| 16461 | DNGA150404-PCD | 0.4 | ND025 | ● | Fig3 |
| 16462 | DNGA150408-PCD | 0.8 | ND001 | ● | Fig3 |
| 16463 | DNGA150408-PCD | 0.8 | ND010 | ● | Fig3 |
| 16464 | DNGA150408-PCD | 0.8 | ND025 | ● | Fig3 |
| 16465 | TPGW110302-PCD | 0.2 | ND001 | ● | Fig1 |
| 16466 | TPGW110302-PCD | 0.2 | ND010 | ● | Fig1 |
| 16467 | TPGW110302-PCD | 0.2 | ND025 | ● | Fig1 |
| 16468 | TPGW110304-PCD | 0.4 | ND001 | ● | Fig1 |
| 16469 | TPGW110304-PCD | 0.4 | ND010 | ● | Fig1 |
| 16470 | TPGW110304-PCD | 0.4 | ND025 | ● | Fig1 |
| 16471 | TPGW110308-PCD | 0.8 | ND001 | ● | Fig1 |
| 16472 | TPGW110308-PCD | 0.8 | ND010 | ● | Fig1 |
| 16473 | TPGW110308-PCD | 0.8 | ND025 | ● | Fig1 |
| 16474 | VCGW160404-PCD | 0.4 | ND001 | ● | Fig4 |
| 16475 | VCGW160404-PCD | 0.4 | ND010 | ● | Fig4 |
| 16476 | VCGW160404-PCD | 0.4 | ND025 | ● | Fig4 |
| 16477 | VCGW160408-PCD | 0.8 | ND001 | ● | Fig4 |
| 16478 | VCGW160408-PCD | 0.8 | ND010 | ● | Fig4 |
| 16479 | VCGW160408-PCD | 0.8 | ND025 | ● | FIg4 |
| 16480 | CCGW060202-PCD | 0.2 | ND001 | ● | Fig6 |
| 16481 | CCGW060202-PCD | 0.2 | ND010 | ● | Fig6 |
| 16482 | CCGW060202-PCD | 0.2 | ND025 | ● | FIg6 |
| 16483 | CCGW060204-PCD | 0.4 | ND001 | ● | Fig6 |
| 16484 | CCGW060204-PCD | 0.4 | ND010 | ● | FIg6 |
| 16485 | CCGW060204-PCD | 0.4 | ND025 | ● | Fig6 |
| 16486 | CCGW09T302-PCD | 0.2 | ND001 | ● | Fig7 |
| 16487 | CCGW09T302-PCD | 0.2 | ND010 | ● | Fig7 |
| 16488 | CCGW09T302-PCD | 0.2 | ND025 | ● | Fig7 |
| 16489 | CCGW09T304-PCD | 0.4 | ND001 | ● | Fig7 |
| 16490 | CCGW09T304-PCD | 0.4 | ND010 | ● | Fig7 |
| 16491 | CCGW09T304-PCD | 0.4 | ND025 | ● | Fig7 |
| 16492 | CNGA120404-PCD | 0.4 | ND001 | ● | Fig5 |
| 16493 | CNGA120404-PCD | 0.4 | ND010 | ● | Fig5 |
| 16494 | CNGA120404-PCD | 0.4 | ND025 | ● | Fig5 |
| 16495 | CNGA120408-PCD | 0.8 | ND001 | ● | Fig5 |
| 16496 | CNGA120408-PCD | 0.8 | ND010 | ● | Fig5 |
| 16497 | CNGA120408-PCD | 0.8 | ND025 | ● | Fig5 |
切削加工条件
※目安 回転当たり送り(fz)=0.03~0.1mm/rpm
加工面品を上げたい場合は、Rサイズはなるべく大き目を推奨
| 被削材 | 切削速度(Vc) | 切込量(ap)mm | クーラント |
|---|---|---|---|
| 銀 | 50~300 | 0.05~2 | 切削油 |
| アルミニウム | 100~2,500 | 0.05~2 | エマルジョン |
| マグネシウム | 100~2,500 | 0.05~2 | エマルジョン |
| 銅 | 100~500 | 0.05~2 | 切削油 |
| セラミック仮要請 | 50~500 | 0.05~2 | ドライ |
| カーボン | 100~500 | 0.05~2 | ドライ |
| 強化プラスチック | 100~500 | 0.05~1 | ドライ |