
- ドリリング
- PCD
硬脆性材加工用PCDドリル
N-Micro Drill PCD
特徴
- 10D加工用
- ワーク抜け側のコバ欠け対策
- 工具剛性と切りくず排出性向上
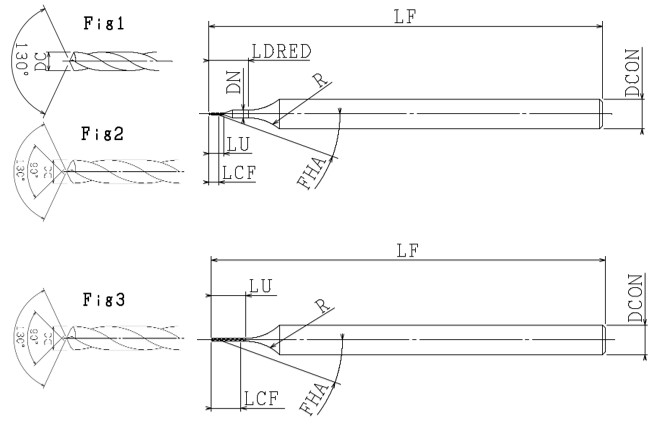
寸法図
ラインナップ
※〇は準標準在庫(納期:約60日)となります。
※その他希望形状ありましたらご対応させて頂きます。(納期:約40日)
| 品番 | 型式品名 | 刃径 DC | フルート長さ LCF | 有効長 LU | 首下長さ LDRED | 首径 DN | ネジレ角 FHA | 全長 LF | シャンク径 DCON | Fig | 在庫 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 16950 | N-MD0015-PCD | 0.15 | 1.0 | 1.5 | 4.0 | 0.8 | 20° | 40 | 3 | 1 | ○ |
| 16951 | N-MD0020-PCD | 0.2 | 1.5 | 2.0 | 4.0 | 0.8 | 20° | 40 | 3 | 1 | ● |
| 16952 | N-MD0025-PCD | 0.25 | 2.0 | 2.5 | 4.0 | 0.8 | 20° | 40 | 3 | 2 | ○ |
| 16953 | N-MD0030-PCD | 0.3 | 2.5 | 3.0 | 4.5 | 0.8 | 20° | 40 | 3 | 2 | ● |
| 16954 | N-MD0035-PCD | 0.35 | 3.0 | 3.5 | N/A | N/A | 20° | 40 | 3 | 3 | ○ |
| 16955 | N-MD0040-PCD | 0.4 | 3.5 | 4.0 | N/A | N/A | 20° | 40 | 3 | 3 | ● |
| 16956 | N-MD0045-PCD | 0.45 | 4.0 | 4.5 | N/A | N/A | 20° | 40 | 3 | 3 | ○ |
| 16957 | N-MD0050-PCD | 0.5 | 4.5 | 5.0 | N/A | N/A | 20° | 40 | 3 | 3 | ● |
| 16958 | N-MD0055-PCD | 0.55 | 5.0 | 5.5 | N/A | N/A | 20° | 40 | 3 | 3 | ○ |
| 16959 | N-MD0060-PCD | 0.6 | 5.5 | 6.0 | N/A | N/A | 20° | 40 | 3 | 3 | ● |
| 16960 | N-MD0065-PCD | 0.65 | 6.0 | 6.5 | N/A | N/A | 20° | 40 | 3 | 3 | ○ |
| 16961 | N-MD0070-PCD | 0.7 | 6.5 | 7.0 | N/A | N/A | 20° | 40 | 3 | 3 | ● |
| 16962 | N-MD0075-PCD | 0.75 | 6.5 | 7.5 | N/A | N/A | 20° | 40 | 3 | 3 | ○ |
| 16963 | N-MD0080-PCD | 0.8 | 6.5 | 8.0 | N/A | N/A | 20° | 40 | 3 | 3 | ● |
| 16964 | N-MD0085-PCD | 0.85 | 6.5 | 8.5 | N/A | N/A | 20° | 40 | 3 | 3 | ○ |
| 16965 | N-MD0090-PCD | 0.9 | 6.5 | 9.0 | N/A | N/A | 20° | 40 | 3 | 3 | ● |
| 16966 | N-MD0095-PCD | 0.95 | 6.5 | 9.5 | N/A | N/A | 20° | 40 | 3 | 3 | ○ |
| 16967 | N-MD0100-PCD | 1.0 | 6.5 | 10 | N/A | N/A | 20° | 40 | 3 | 3 | ● |
| 16968 | N-MD0110-PCD | 1.1 | 6.5 | 11 | – | – | 20° | 40 | 3 | 3 | ● |
| 16969 | N-MD0120-PCD | 1.2 | 6.5 | 12 | – | – | 20° | 40 | 3 | 3 | ● |
| 16970 | N-MD0130-PCD | 1.3 | 6.5 | 13 | – | – | 20° | 40 | 3 | 3 | ● |
| 16971 | N-MD0140-PCD | 1.4 | 6.5 | 14 | – | – | 20° | 40 | 3 | 3 | ● |
| 16972 | N-MD0150-PCD | 1.5 | 6.5 | 15 | – | – | 20° | 40 | 3 | 3 | ● |
切削加工条件
| 使用機械 | 高剛性が必要 |
| 主軸回転数 | 硬脆性材料:7,000~20,000min-1 程度非鉄金属・樹脂:20,000min-1 以上を推奨 |
| 送り速度 | 硬脆性材料:0.1~0.5㎛/1刃 を推奨 非鉄金属・樹脂:0.5~10㎛/1刃 を推奨 |
| 振れ精度 | 2㎛以内を推奨 |
| 被削材 | 平面度および平坦度 固定方法(バックプレート材質やワックスの種類等) |
| 加工方式 | クーリング(湿式または冷風)ステップ加工(穴あけ加工時) |